磨齿金刚石修整滚轮
磨齿金刚石修整滚轮制造工艺采用国际上先进制造方法(电镀型内镀法工艺),该工艺的特点是:制造精度高,稳定性好。可达到精度:直线性误差±0.002mm,圆弧轮廓误差±0.002mm,半角误差±2′/10mm

磨滚齿刀砂轮
滚齿刀的材质是高速钢因此我们采用树脂结合剂CBN砂轮,先用GC砂轮修整树脂CBN砂轮,保证了同心度后再上机磨滚齿刀刃如果砂轮硬度过硬,需要将线速度降下来(硬30m/s,软40m/s)磨滚刀的砂轮圆弧不重要,主要使用宽背面,主要看磨削 锋利度和磨后刀面的粗糙度。
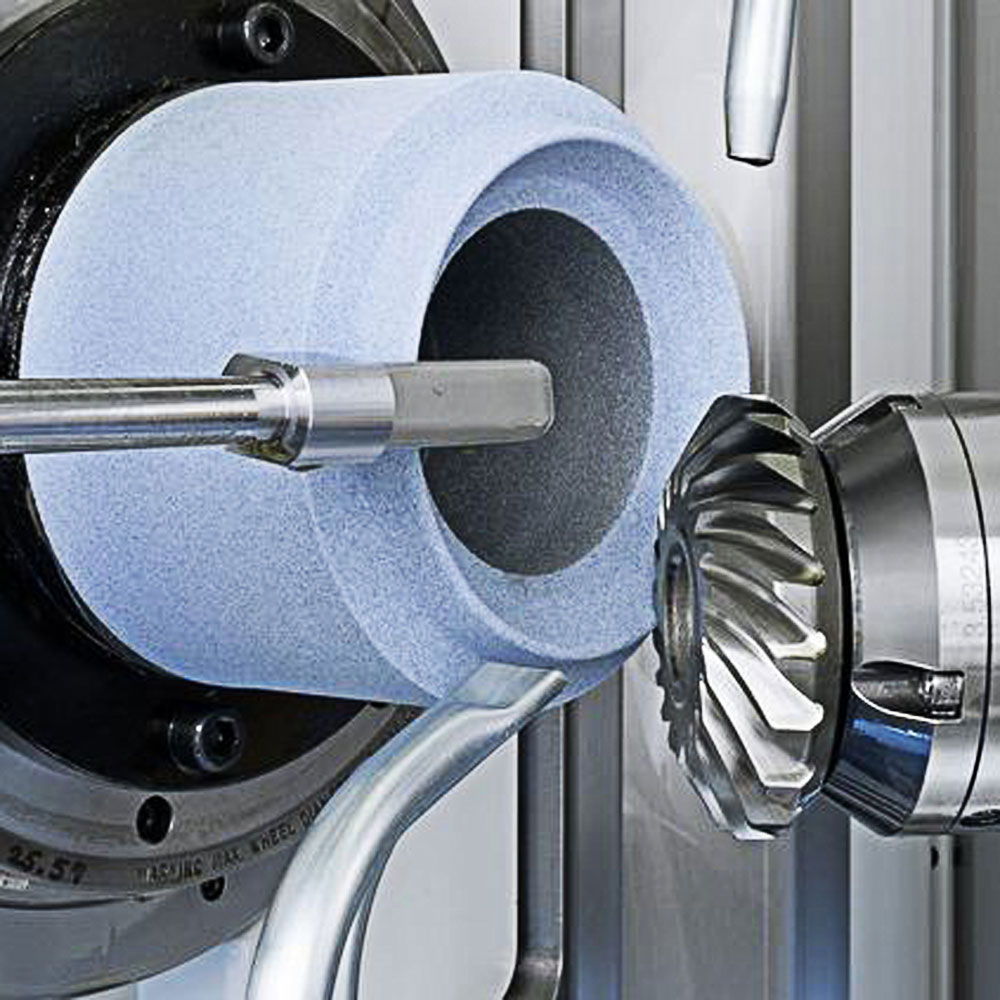
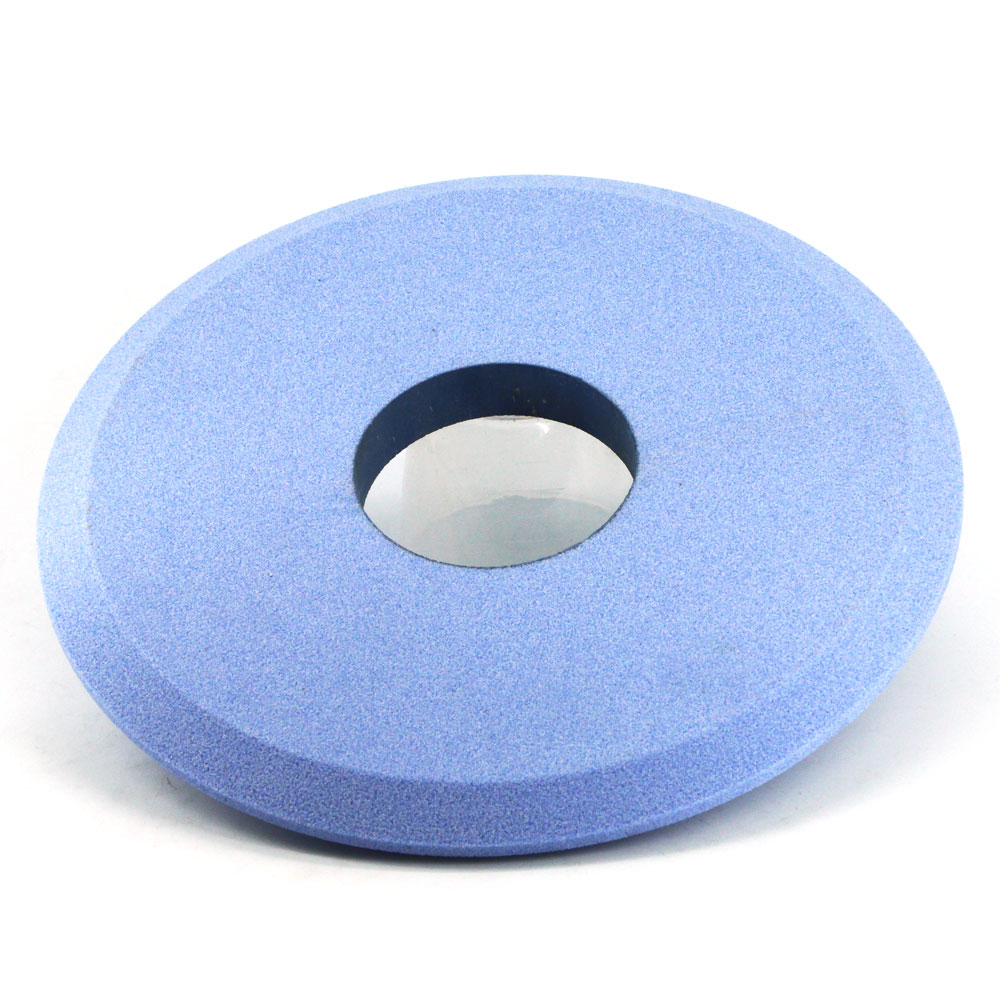
磨伞齿砂轮
采用SG、白刚玉磨料、陶瓷结合剂等,经过高温烧结而成。常用规格有220x95x170mm 260x110x200mm312x98x251mm 330x98x193mm可根据客户要求定制

磨齿机用金刚滚轮
该金刚石滚轮用于磨齿机上,对普通陶瓷砂轮或CBN砂轮进行修整,砂轮成型后再磨削零 件,从而将金刚石滚轮的外形轮廓及精度、尺寸通过砂轮复制 到被加工的零件表面。其特点是机床操作简单,对操作工人的 技术要求不高,加工的产品精度一致性好,质量稳定,能显著 提高生产效率和产品质量,降低制造成本,容易实现磨削加工 自动化。与传统的单点金刚石笔修整相比,生产效率大幅度提 高,且加工出的零件表面质量和精度更高,特别适合高精度、 大批量生产中。

蜗杆磨砂轮
蜗杆磨砂轮主要针对减速机的蜗轮和蜗杆的齿面磨削,此产品稳定性好,磨削精度高,齿距累计误差小, 能够保持连续的渐开线和螺旋线齿轮几何形状。具有好的传动平稳性,传动噪声低,所以被广 泛用 于中小规格齿轮磨削,尤其是批量齿轮的磨削。
无烧伤高效磨齿砂轮
产品介绍:无烧伤高效磨齿砂轮,是我公司根据齿轮磨削行业所开发的一种新型磨齿砂轮。该砂轮采用GDV低温结合剂,SG,空心球磨料。特点:1.磨削快、锋利度好;2.在发挥最大工作能力的情况下,磨削寿命是普通磨料的5-8倍;3通用,砂轮形状保持性好;4.具有无烧伤、不堵塞、进刀量大的特点;5.最大的磨削效率,最长的使用寿命,最高的性价比。配套设备:德国尼尔斯磨齿机瑞士莱斯豪尔磨齿机

博尔德集团
郑州法图曼
新乡博钰德
马来西亚博尔德- 地址:郑州高新技术开发区冬青街10号
邮政编码:450001 E-mail:liu@bold68.com
电话:0371-67662016 86162612
传真:0371-67617019 网址:http://www.bold68.com